Prolong the lifespan of your PTFE tube and yourself by upgrading your heat break.
April 7th, 2022
High Temperature Printing Ranges
〰️
High Temperature Printing Ranges 〰️

ABS print at 250c nozzle with a heated bed of 80c - Overture ABS (Blue)

Nylon print at 260c nozzle with a heated bed at 80c - Inland Nylon (Natural)

PETG print at 235c nozzle with a heated bed at 80c - Inland PETG (transparent Green)
Average Printing Temperature Ranges:
ABS : 210c - 250c
PETG : 220c - 250c
TPU : 220c - 250c
Nylon : 240c - 260c
Can we Print these High Temperatures?
Can we Print these High Temperatures?

The MK8 extruder ‘hot end’

The stock heat break of an MK8 hot end after it’s been removed.
This article is all about the heat break on an MK8 extruder, which is the stock ‘hot end’ extruder for many common 3d printers (Voxelab Aquila, Creality Ender 3). As we know filament comes in a variety of different materials that all offer different printing and processing experiences. Most 3d printers are capable of printing PLA (which is the most common printed material) but what about the higher temperature filaments? ABS, PETG, Nylon, and TPU are just some of the high temperature filaments that many people getting into 3d printing want to know if they can print.
So can we print these high temperature filaments? Well, the answer in many cases, is yes, most stock printers nowadays are capable of handling such filaments. Printers like the Voxelab Aquila and Creality Ender 3 are some that can print these materials out of the box. However, the issue arises of should you print these materials with these stock machines, and the answer to that: probably not. Understanding why has us take a closer look at these 3d printers.

Creality CR10s Pro V2(left) and Jayo S8 Plus(right)are both Bowden style 3d printers
Certain FFF printers are known as Bowden-style 3d printers(ie Eryone ER20, Creality Ender 5). That means the ‘hot end’ of the extruder is separated from the ‘cold end’ of the extruder. The piece that connects these two is called a ‘Bowden Tube’. The term ‘Bowden tube’ is not unique to 3D printing, it's actually a mechanical term (bowden cable). For these printers it’s necessary to direct and maintain the filament path between the two sides of the extruder. You may have also heard this tube referred to as a ‘PTFE’ tube, that would be it’s material name. PTFE, short for polytetrafluoroethylene, is a fluoropolymer - which means it’s a very high performance, very slippery plastic. It’s great for our application where we need to keep a tight filament path while still letting the filament move freely. (you’ve likely heard of PTFE by its trade name, TEFLON). In most applications PTFE is non-toxic, however, when heated to high temperatures - like those we see while 3D printing - it can release harmful neuro-toxins. The danger temperatures can vary depending on the source, but the generally agreed upon danger temperature is 230c and above. That means printing high temperature filaments such as, PETG, ABS, Nylon and TPU - that all require temperatures at or above 230c - can be off gassing harmful toxins!

The Bowden tube connecting the ‘cold’ and ‘hot’ ends of a 3d printer.
Now by looking at the printer you might think the bowden tube terminates at the top of the hot end and isn’t in danger of those dangerous temperatures, but that is unfortunately not the case. The stock (MK8)hot end has the PTFE tube run all the way through the hot end until it reaches the back of the nozzle. This means whatever temperature the nozzle is, the PTFE tubing also is. Aside from the health complications there’s also print quality considerations. Over time the constant heating of the PTFE tube will cause it to char and burn leading to worsening print quality and possible failures. Additionally this flaw design carries the likelihood that a gap will form between the nozzle and the PTFE tube. Molten filament can ooze within this gap, causing a possible clog or extrusion issues. Now, replacing the entire hot end could fix this problem, but there’s a cheaper, simpler solution, and it involves replacing the heat break. That brings us to the hot end assembly.


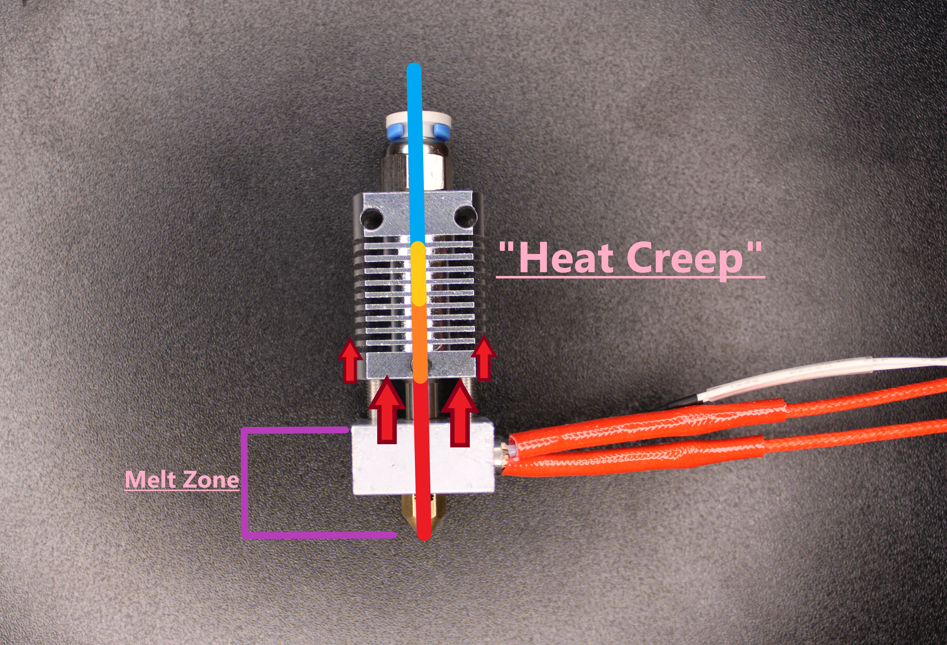
Starting at the bottom is the nozzle, where filament is extruded. The nozzle is screwed into the heat block. This is an aluminum block that is meant to be heated, so it can transfer that heat to the nozzle and melt filament. Within the heating block is the heating cartridge, this turns electrical energy into heat which radiates through the heat block. Next to that is the thermistor, which detects the temperature of the heating block, and sends that information to the printer’s mainboard. The lower portion of the hot end is referred to as the ‘melt zone’ or the ‘hot zone’. In a perfect 3D printing World the heat produced in the ‘melt zone’ would stay there, however all the parts of this hot end are made up of metal and will conduct heat. When the heat from the melt zone rises into the upper chambers of the hot end it is called heat creep and it is not ideal. When heat reaches the upper portions of the hot end it can prematurely cause filament there to soften, which can lead to clogging or other extrusion related issues.
Because we don’t want the upper chambers to experience any heat at all, it is referred to as the ‘cold zone’. The first line of defense against the heat rising into the cold zone, is the heat break. The lower part of the heat break is screwed into the heating block, and then extends upwards into the cold zone. The heat break is quite literally meant to break the flow of heat between the hot and cold zones. The upper portion of the heat break is covered by a heat sink. The heat sink is what you see when you first look at this hot end, it’s that upper finned portion. The purpose of the finned design is to pull any remaining heat out of the heat break and spread it outwards, dissipating it.

The wide bore of the stock hot end
The flaw in our heat break is that the bore, or inner diameter, is so wide that it allows the PTFE tube to travel all the way through it and touch the nozzle. It puts the PTFE tube in the ‘hot zone’ and subject to those dangerous temperatures. Both of the heat breaks discussed in this article will eliminate this problem. These heat breaks only allow the PTFE tube to be inserted mere millimeters, keeping the PTFE tube within the ‘cold zone’. Additionally these two heat breaks are made of titanium, which is a less conductive metal than the stock stainless steel. So they should have a higher resistance to the transfer of heat, helping the cold zone stay cold. One heat break is completely made of titanium while the other heat break is bimetal - meaning it is composed of two metals. The lower threads and internals are made of titanium and the upper portion is coated with copper. Where titanium has a low thermal conductivity, copper has a relatively high thermal conductivity. Which means the copper is going to ‘pull’ the heat out of the titanium core and pass it to the heat sink to be dissipated. Let’s now take a look at the steps required to replace your heat break.

All titanium heat break by Polisi3d


Bi-Metal heat break by UniTak3D

Removal and Installation of the Heat break
Preheat hot end to 220c
Remove fan shroud while printer is pre-heating
Once preheated remove filament
Attempt to remove PTFE. (it’s very possible your PTFE tube will not remove from the hot end, if so leave it inserted.
I discuss how to get it removed further in the tutorial)
Power down your machine (an important step as we don’t want any electric to be going to the hot end while we
work on it. We could possible damage the thermistor or the main board)
[HEAT WARNING] Loosen and remove the nozzle (be careful as your nozzle should be around 220c - use a wrench
to stabilize the heat block and a socket wrench for the nozzle)
Loosen the grub screw on the heat sink
Remove the hot end (wait for it to fully cool before doing this)
Remove the stabilizer screws from the bottom of the heat block
Unseat the heat sink (having already loosened the grub screw in step #7)
[HEAT WARNING] Safely preheat your machine to 220c (the hot end must be placed in such a manner that it will not burn you or any components around it)
[HEAT WARNING] Once heated, using a pair of locking pliers (or similar) stabilize the heating block by grasping it on the non-thermistor side. Once stabile, use a pair of needle nose pliers (or similar) and remove the PTFE tubing by wiggling and pulling it upwards away from the heating block.
[HEAT WARNING] While still heated and stabilized (with locking pliers), firmly grip the inner bore of the old heat sink with a pair of needle nose pliers and begin unscrewing it (Only make small rotations to unscrew it, about a quarter turn before re seating your pliers for a stable grip)
Power down the machine and let the heating block cool completely (for safety)
Remove the heat sink from the PTFE (if old filament is spattered over the bottom of the PTFE tube it may be necessary to remove portions of the tube to free the heat sink)
Install the new heat break (hand tighten)
Install the nozzle by hand (making sure the nozzle is not screwed against the heating block, there should be a small gap which indicates its pressed against the heat break which is proper)
[HEAT WARNING] Heat the machine to a high temperature (255c) and *heat tighten the heat break **(all titanium only) and then the nozzle. Be very careful as the hot end is hanging freely and at these high temperatures can easily burn you or damage components - take great care when handling - also be sure not to overtighten the nozzle, brass nozzles can break off in the heat block if too much stress is exerted
Power down the printer
Re-install the heat sink on top of the heat break (if using thermal paste now is the time to apply it to the outside heat break. Wipe any excess that oozes out from the heat sink)
Replace the silicone sock and re-install the hot end
Re-secure the fan shroud
*to heat tighten means to tighten the components while at a high temperature, so the metal expands as it would be under printing conditions. This secures a snug fit while printing which eliminates filament seepage.
**the bimetal heat break is unable to be properly heat tightened because it has no grip for torque. Hand tightening the heat break and then heat tightening the nozzle is sufficient.
Watch the video !
Are the health concerns overblown?
Are the health concerns overblown?

Chart courtesy of Capricorn Tubing
There’s a lot that can be said about the possible dangers of PTFE when heated, as a matter of fact there have been numerous studies and articles written about it. Over the years the materials used to create PTFE have been modified, mostly to eliminate the off-gassing of PFOA, which is extremely toxic. This means, in general, PTFE tubing made from the brand Teflon will be safer due to the exclusion of this chemical. However no-name or cheaper brands are not held to the same standards, and their tubing could still be harboring this harmful agent. Do you think all this caution about high temperatures applies to you? Well, that’s solely and entirely your decision. My printers all operate within my house, and I do my best to ventilate and filter the areas where they print. However, my residence also sees immuno-comprised family members, cancer-survivors, and toddlers.
Am I being too cautious when it comes to the possible ramifications due to over-heating the PTFE tube ?
Possibly. However, I’d rather be proactive when it comes to possibly protecting myself and my loved ones when it comes to something a ‘hobby’ of mine might produce. I’ve also heard the argument that if you’re going to worry about the emission of overheated PTFE you should also worry about the pesticides in your lawn, the Teflon in your cookware, the aluminum in your deodorant, the paints that cover the walls. I don’t disagree with those sentiments, but I also believe I should do my best to curb possible harmful environments when capable. So I exercise an abundance of caution when it comes to the materials I print and print with, and that is why I highly recommend this printer modification.
Links: EnvironmentalWorkingGroup(EWG) , anticancerlifestyle.org , TheGoodHuman , PTFE(wikipedia) , Fabbaloo(3dprinterWebsite) , CapricornPTFE , Cancer.org , WebMD , Leafscore.com, Fluoridealert.org